

Quality control is a major concern for food and feed producers. A network of accurate portable analyzers can verify supplier quality, reduce production issues, and improve product quality.

Food and feed producers are increasingly concerned with the quality of their supply chain. Regional and global disruptions and climate and seasonal changes have created wide variations in supply, quality, and price for many common materials. With global value chains becoming more complex, ensuring that all the necessary ingredients arrive on time and in the proper condition becomes increasingly difficult. Therefore, supply chain verification and visibility are now a significant priority for many companies.
The Chartered Institute of Logistics & Transport UK (2019) defines the 7 Rs of logistics:
Getting the Right product, in the Right quantity, in the Right condition, at the Right place, at the Right time, to the Right customer, at the Right price.
Each criterion is essential, and the wrong product or incorrect quality of ingredients can force a producer to reformulate or adjust production or even stop the process, all increasing costs. The challenge is for plant and production managers to know the quality of ingredients before they hit the receiving dock.
For food and feed manufacturers, the quality of the ingredients is critical to producing consistent products and monitoring food safety. Quality can include but is not limited to compositional parameters such as protein or moisture content, contamination by chemicals or biological sources, and even incorrect identification or adulteration. Monitoring the critical aspects of ingredient quality minimizes production and safety issues.
Unfortunately, the supply chain for food and feed ingredients is often complex, making it difficult to guarantee the quality of ingredients. Adding to the difficulties, global market disruptions and regional variability in quality and supply complicate ingredient procurement and management of production costs and quality. Ingredients of insufficient quality can trigger claims, production disruption, or reformulation, all of which incur costs to the manufacturer.

For animal feed manufacturing, soymeal is an excellent example of a standard feed ingredient. The supply chain for soymeal starts in the field as raw soybeans and can pass through traders and commodity exchanges before arriving at a soybean crush facility. The soybeans are crushed and processed with hexane or other methods to extract the oil. The resulting soymeal is then sold to traders, feed ingredient companies, and feed producers as an essential source of protein.
Soymeal is sold based on minimum protein and sometimes maximum moisture, fiber, and oil content. Deviations from the contract specifications change the nutritional value of the soymeal as a feed ingredient and can affect the final feed quality or cause the plant manager to reformulate the compound feed. Soybeans average around 40% crude protein but can vary from 36 – over 50%by dry weight. Each subsequent step in the supply chain has an opportunity to alter the composition and quality through poor storage, blending, etc.
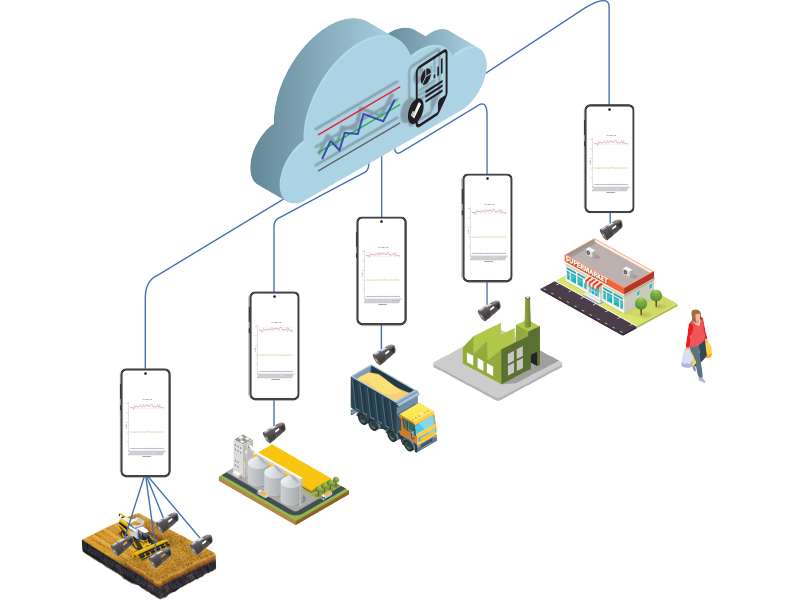
Traditional testing of ingredients using wet chemistry methods or bench NIR devices is costly and requires skilled operators to produce reliable results. This is where a network of portable analyzers comes in. To minimize production issues, portable analyzers are being used at remote supplier locations to ensure that incoming ingredients meet the required standards.
The first step to ensuring supply chain quality is to gain visibility into the entire process from field to factory. Affordable and portable analyzers allow producers to achieve this with greater ease and accuracy than any other method. Connecting remote analyzers with QR codes, barcodes, or other unique sample identification systems and a central cloud portal makes it possible to track the entire supply chain process from anywhere instantly. With this real-time tracking data, plant managers can make informed decisions regarding inventory movement and production schedule while having an accurate picture of their supply chain performance. Production and plant managers can quickly identify potential problems or delays before they arrive at the receiving dock or become significant issues.
Additionally, data analytics tools can help plant managers monitor and evaluate supplier performance once supply chain quality is being tracked. Statistical evaluations and graphical tools can provide the insight needed to select the suppliers with the most consistent and high-quality products. Leveraging this information, plant and purchasing managers can realize the maximum value obtained from the raw material expense.
In order to implement a portable analyzer system at supplier locations, food and feed producers will need to select portable analyzers that will meet the requirements of their products. Once the portable analyzers have been obtained, food and feed producers will need to train their employees on how to use the equipment. In addition, food and feed producers will need to establish a system for tracking the results of the tests performed by the portable analyzers. This system will allow food and feed producers to quickly identify and correct any quality issues that may arise. Some important considerations:
In highly competitive markets, maximizing the value of raw materials is crucial to cost-efficient and profitable production. As food safety becomes increasingly important in today’s global marketplaces, implementing best practices for supply chain verification is essential for ensuring consumer trust in a brand's products. Adhering to these best practices for supply chain verification provides the tools for feed and food producers to comply with regulatory standards and build strong relationships with customers by providing safe and trustworthy products.
By implementing a supplier quality verification system and data analytics tools, plant managers have access to detailed visibility into their supply chains to manufacture high-quality products while optimizing cost, time, and resources.
We'd be happy to talk through your options.

SALES INQUIRIES + 1 650 257 9680
TECHNICAL SUPPORT + 1 844 985 4800
© 2023 Si-Ware Systems. All Rights Reserved | Terms and Conditions | Privacy Policy
